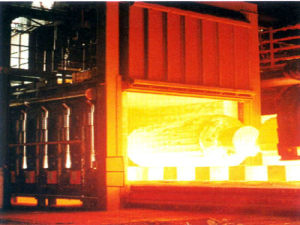
中型燃气式台车炉

中型燃气式台车炉用途:各种金属机件和材料的回火、均温淬火等热处理用温度:1200℃
中型燃气式台车炉特点:
1、燃气炉炉温均匀,工件受热均匀;
2、燃气炉装载量大、生产率高,适用于各种类型的机件回火、预热用;
3、燃气炉炉衬采用全纤维结构,提高炉体保温性能,节约能源,降低生产成本;
4、燃气炉炉装御料方便,操作条件好;
5、炉门为前后双开式,2只装料台车轮流操作,节约能源并提高效率,操作方便;
6、燃气炉炉设有连锁保护装置,可防止因误操作而发生的故障及事故;
7、无污染,环保效益好。
1、设备以各式燃烧气体为介质,通过各式烧嘴燃烧加热,最高温度1200℃。
2、炉体骨架由各种大中型型钢现场组合焊接而成,外壳封板为彩钢板,高铝全纤维耐火甩丝毯模块为炉衬,密封节能效果明显。
3、台车骨架由各种大型工字钢、槽钢、角钢及厚钢板等组合焊接而成。
4、台车驱动可靠,传动系统采用电机—减速机,安装方式为轴装式,结构紧凑、装配牢固、进出灵活、操作简单、维修方便。
5、台车耐火砌体采用高铝定型砖结构,与炉体密封效果好,耐压强度高。台车面搁置垫铁供堆放工件用。台车帮板全部采用浇筑件,保证车体不变形及耐用性。炉车与炉衬的密封采用自动压紧结构。侧密封的开、闭与炉车进出连锁。
6、炉门采用高铝全纤维耐火甩丝毯与型钢组合框架结构,电动葫芦升降,炉门密封机构采用长短杠杆弹簧式自动压紧凸轮机构和软边密封装置。保证上下无摩擦、轻松自如、安全可靠。
7、烟囱安装自动炉压控制、蝶阀等,可调节降温速度。
8、加热采用高速烧嘴,均布两侧。连续比例调节燃烧。执行器调节风量的大小,通过比例阀来调节燃气量的大小,达到空燃比例燃烧,燃气和风量设有下限限幅,每个烧嘴的燃气管上设有控制电磁阀,每个烧嘴配有独立完整的燃烧控制器,具有自动点火,火焰检测,灭火报警自动断气。这样充分保证燃烧温控系统的稳定性、安全性。
9、烧咀的特点
高速烧咀是燃料与助燃空气在燃烧室内基本实现完全燃烧,燃烧后的高温气体以100m-150m/s的速度喷出,从而达到强化对流传热,促进炉内气流循环,达到均匀炉温的目的,使保温均匀在≤±10℃。
该烧咀
a、燃烧室体积小
b、燃烧气体出口速度高
c、烧咀调节比例大,1:10
d、自动点火和火焰监测
e、每个烧嘴故障报警功能
f、每台助燃风低压保护
g、每个烧嘴大小火连锁安全控制
h、燃烧状态显示,故障报警显示
i、温度曲线设计及修改,保存及打印
j、操作提示,故障提示
k、助燃风机控制(开关)、炉门控制(开关)、空燃比例控制、过程安全连锁控制
10、预热器
采用gc型列管式插入扰流件换热器以增加空气的预热温度,炉温1000℃时将空气温度预热至300-350℃。
gc型高效插入件换热器,在相同传热系数下,空侧压力损失较一般插入件换热低,其值在1500pa左右,因此降低了动力消耗。
烟气温度600℃时,综合传热系数45w/m2℃以上,烟气温≥900℃时,综合传热系数55 w/m2℃以上。
换热器在设计上根据不同温度采用耐热钢和不锈钢,布置上采用温均匀化和热应力消除措施。
11、中型燃气式台车炉控制系统
系统主要通过炉子的温度,压力的检测,对各炉子的煤气管道的流量和烟气的流量及稀释风量进行调节和控制,并设有天然气总管快速切断装置。
炉压的的高低对加热炉的使用效果影响很大,炉压高时炉气会冲出炉体的各密封间隙形成气流冲刷,对采用纤维材料密封的炉门及炉底压紧影响较大,同时,高温气流对炉体周围环境和控制器件也会造成影响。而炉压低时冷空气从密封间隙吸入,除增加工件的氧化外还会使炉内高温被负压迅速抽出造成燃料浪费。为此,排烟道上装炉压测点控制电动调节烟气阀,使炉压保持在微正压状态
炉子采用分区炉温控制,每区设有一个热电偶,测量温度进入多点记录仪,集中跟踪记录炉膛内温度。
12、安全连锁系统
台车与炉门的安全连锁,当炉门未开启到一定位置时,台车将锁定进出,台车密封未打开时台车将锁定进出。
空、煤气压力、压缩空气压力达不到规定要求时,烧咀的燃烧将不能启动,若正在燃烧时则安全关闭。
13、设备的主要特点
1、节能效果好:本设备炉体的炉衬全部采用高铝耐火纤维,与耐火砖相比导热系数小,热容量小,所以耐火层的厚度小,且吸热大大降低。
本设备采用高速调温烧咀系统,喷出速度大,达到100m/s,能有效搅拌炉气,是炉膛温度均匀,且烧咀系统燃烧完全,使燃料得到充分利用。采用炉压零位控制和全密封技术,是最大结合面(炉车与炉体间的密封面)处于零位炉压,炉气不外泄,冷气不内渗,使燃烧产生的热能能够有效地利用。
2、使用时2只台车轮流进出,有效去除空炉能源浪费,节能效果非常明显。
3、自动化程度高:炉门、炉车全部采用电动,有操作控制台,操作人员能方便地控制炉门、炉车运行。炉门、炉车有行程控制,到限定极限位置能自动停止运行,以确保安全。
燃烧系统有全套的点火,大、小火运行、检测、熄火报警,熄火切断和再点火功能,且每套烧咀各有一个独立的控制箱,能够做到单独控制。每个控制箱接口可和仪表间温控仪连接,使整套系统全部做到自动控制。
管路参数采用自动控制。助燃空气和燃料的管路压力可设定并自动调节,使助燃空气和燃料量控制在最佳比值,保证达到较高的燃烧效率,消除黑烟。
炉压自动控制,通过压力变送器把炉膛压力信号与设定值比较,把信号传到烟囱的执行器,通过改变烟囱的开度自动控制炉膛内的压力。
炉内温度控制采用先进的智能数显温控仪,它和测温元件、自控烧咀组成闭环控制。具有高精度、高灵活性、抗干扰性和高可靠性。温控系统可对热处理生产工艺曲线进行自动计算、操作、显示、储存,实现全过程控制。
在仪表柜上设有温度、炉压、各烧咀、各管路参数的操作值显示和异常情况报警及紧急保护措施,确保操作安全。











 手机站
手机站